
 |
Б/У оборудование |
Показать все разделы
Свернуть
Участвуем в выставке ExpoDrev в Красноярске с 3.09. по 06.09.19г
ООО АСТехнология группа компаний участвует в выставке в Красноярске с 3.09. по 06.09.19г.
Наше место Павильон 2, место Б101.


Производим сушильные камеры
Понимание процесса сушки определяет не только технологические решения, но и экономическую целесообразность решений, особенно в долгосрочной перспективе.
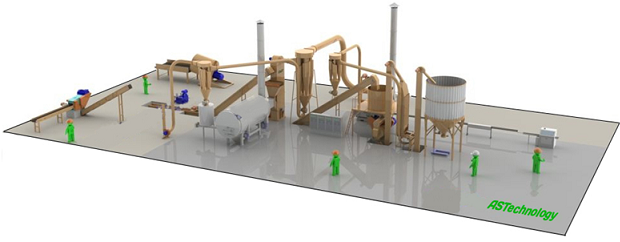


Линия по производству топливных гранул
|
Связь с ведущим специалистом |
+
|
||||||||||||||||||||||
| ПН-ПТ: 8.00 - 18.00 СБ-ВС: выходной |
|||||||||||||||||||||||
|
Оставить заявку
|
|||||||||||||||||||||||
|
Описание
Линия по производству топливных гранул(пеллет) из отходов лесопиления и деревообработки (опил крупнокусковые отходы) ОГМ -1500
• Высокое качество оборудования;
• Минимальные сроки изготовления продукции – до 20 дней;
• Наличие собственных производственных мощностей и конструкторского бюро;
• Разработка нестандартных решений с учетом индивидуальных особенностей технологических процессов клиентов.
Сушильный комплекс барабанного типа производительностью до 1 т/ч
- Теплопроизводительность при относительной влажности топлива до 55%, не менее 2000кВт (1,72Гкал/ч)
- КПД, при относительной влажности топлива не более 40%, не менее 80%
- Применяемое топливо: опилки, стружка, кора, фрезерный торф.
- Относительная влажность топлива до 55%
- Расход топлива при относительной влажности 35-50%: 800-900 кг/ч
- Размер колотых дров при ручной загрузке: 900х125х125мм
- Тип топки (топочного устройства) слоевой
- Производительность сушильного барабана, не менее2000кг/ч
- Температура теплоносителя на выходе 120-300оС
- Обьём газовоздушной смеси на выходе Т=250ºС 30 000м³/ч
- Максимальное разрежение в топке (не более) 120Па
- Подача воздуха принудительная
- Напряжение электрической сети 380В
- Установочная электрическая мощность 15,2 кВт
- Габаритные размеры:
-длина (по основанию)5,36м
-ширина (по основанию) 2,21м
-высота (максимальная) без трубы аварийного дымоудаления 2,5м
- Вес теплогенератора с трубой розжига (не более) 23,4т
Теплогенератор служит для превращения химической энергии твердого древесного топлива в тепловую энергию теплоносителя, нагретого до требуемой температуры и передачи ее потребителю вентилятором или дымососом.
Теплогенератор используется в качестве производителя теплоносителя (агента сушки), разбавленного воздухом до заданной температуры для сушильных комплексов.
Поддержание заданного объема и температуры агента сушки на выходе из теплогенератора обеспечивается автоматизированной подачей топлива в топку и автоматическим регулированием количества подмешиваемого воздуха.
Работа теплогенератора заключается в следующем: в процессе сжигания топлива образуются горячие топочные газы, которые разбавляются в смесительной камере с воздухом и далее поступают после искрогасителя в сушильный барабан в качестве агента сушки.
Теплогенератор модульной конструкции камерного типа, включает в себя топку с наклонной и горизонтальной колосниковой решеткой, смесительную камеру и трубу аварийного дымоудаления.
Для снижения рисков возгорания в сушильном барабане и попадания в конечный продукт золы применяется система искрогашения и улавливания золы СИГ- динамический искрогаситель сухого типа.
Для автоматической подачи топлива применяются оперативный бункер с ворошителем и шнековым транспортером. Устройство механизированной подачи топлива оборудовано системой увлажнения и противопожарной системой.
АСУ на базе программируемого контроллера и частотных преобразователей позволяет осуществлять регулирование процесса горения и подачи топлива в автоматическом и ручном режимах
Для отвода дымовых газов в более высокие слои атмосферы применяется дымовая труба.
-Теплогенератор (топка, крыша, смесительная камера с аварийной трубой, комплект вентиляторов)
-Конвейер винтовой дозирующий (бункер + шнек)
-Система искрогашения СИГ
-Автоматическая система управления теплогенератором АСУ
Гранулирование
В бункере-ворошителе происходит оперативное накопление сырья перед гранулированием. Из бункера кондиционное сырьё дозированно подаётся в смеситель гранулятора. В смесителе гранулятора происходит разрыхление, гомогенизация и обработка сырья насыщенным водяным паром, разогретым до температуры 130-160° С. Благодаря такой предварительной обработке сырьё разогревается, приобретает пластичность, в нём активируется органическое соединение - лигнин, который служит натуральным закрепителем, что в итоге делает сырье более податливым гранулированию, а также способствует снижению износа рабочих органов пресса.
Непосредственно формирование гранул происходит в прессующей камере гранулятора, где сырьё попадает в зазор между вращающейся матрицей и роликами и со значительным усилием выдавливается в отверстия (фильеры) матрицы, после чего срезается на выходе специальными ножами.
Диаметр получаемых гранул зависит от исходного размера отверстий матрицы. Длина гранул может регулироваться путём перемещения ножей для обрезки.
Охлаждениеипросеивание
В процессе гранулирования происходит сильный нагрев гранул, что существенно снижает их прочность. Для охлаждения и снижения излишней влажности гранулы выводятся из пресса и транспортером подаются в колонну охлаждения. Топливные гранулы загружаются в бункер колонны через шлюзовой затвор, а поток воздуха, создаваемый вентилятором циклона, проходит через слой гранул, охлаждая их. Охладители КО построены по принципу противотока: поток воздуха движется во встречном направлении по отношению к гранулам, таким образом уже охлаждённые гранулы первыми встречаются с холодным воздухом. Эта технология позволяет избежать эффекта «теплового шока», когда под воздействием холодного воздуха поверхность гранулы быстро охлаждается и покрывается сухой коркой, в то время как сердцевина гранулы остаётся влажной. Кроме того, вместе с потоком воздуха одновременно отсасывается и пыль, и мелкая фракция, которые выводятся через циклон.
В процессе охлаждения влажность гранул снижается, пеллеты приобретают необходимую прочность, влажность и температуру. Охлаждённые гранулы подаются на стол рассева, встроенный в колонну охлаждения. В результате крошка, некондиционная гранула, обломки и несформировавшаяся часть отделяются от готового продукта. Весь отбракованный материал поступает на вторичную переработку, благодаря чему достигается безотходность производства.
Фасовка
После сушки очищенный от пыли и несгранулированной части продукт выводится на ленточно-скребковый транспортёр, а затем попадает на подвешенный на раме биг-бэг. Биг-бэг установлен на электронных платформенных весах, которые при достижении заданной массы подают звуковой сигнал, сообщающий оператору о заполнении мешка. Заполненные гранулами мешки перемещаются на склад готовой продукции. Опционально возможна установка комплексного участка сушки, позволяющего фасовать гранулы как в мягкие контейнеры (биг-бэги), так и в мелкую тару (мешки вместимостью до 50 кг.).
Система управления
Линия комплектуется распределённой системой управления: каждый функциональный участок линии управляется своим пультом(-ами) управления, что особенно удобно, так как это позволяет операторам управлять производственным процессом в непосредственной близости от оборудования. Все пульты имеют несколько степеней защиты, предотвращающих возникновение аварийных ситуаций.
Характеристики
|
№ |
Наименование |
Мощность, кВт |
Кол-во,шт. |
|
Сушильный комплекс |
|||
|
1 |
Теплогенератор 1000 кВт |
1 |
|
|
2 |
Сушильный барабан |
3 |
1 |
|
3 |
Пневмосистема дымовых газов |
11 |
1 |
|
4 |
Бункер осадитель |
1 |
|
|
Линия гранулирования |
|||
|
5 |
Гранулятор ОГМ 1,5 90кВт |
90,4 |
1 |
|
6 |
Смеситель |
1,1 |
1 |
|
7 |
Дозатор компонентов |
2,2 |
1 |
|
8 |
Система циклонов и пневмотранспорта |
18 |
1 |
|
9 |
Нория 4м. |
1,5 |
1 |
|
10 |
Бункер накопительный с ворошытелем |
2,2 |
1 |
|
11 |
Охладитель с вибростолом |
1,1 |
1 |
|
12 |
Пульт управления (австрийские и корейские комплектующие) |
|
1 |
|
13 |
Дробилка молотковая пневматическая |
22 |
1 |
|
Дополнительное оборудование |
|
||
|
14 |
Комплект соединений и труб и транспортеров для полной комплектации всех систем |
|
1 |
|
Блок фасовки |
|
||
|
15 |
Рама |
|
1 |
|
16 |
Весы |
|
1 |
|
17 |
Дозатор |
0,75 |
1 |
|
18 |
Бункер накопитель |
|
1 |

 Котёл водогрейный с газогенератором на древесных отходах
Котёл водогрейный с газогенератором на древесных отходах Модульные конвективные сушильные камеры
Модульные конвективные сушильные камеры










